 |
REBUILD
A pictoral review of a 13B rebuild including: porting, oil system modifications, engine removal and reinstallation
 | The "rebuild shop" was nothing more than an unheated concrete garage with a full complement of tools including overhead chain hoist, 20 gal. parts washer and air. |
|
Notes:
| |
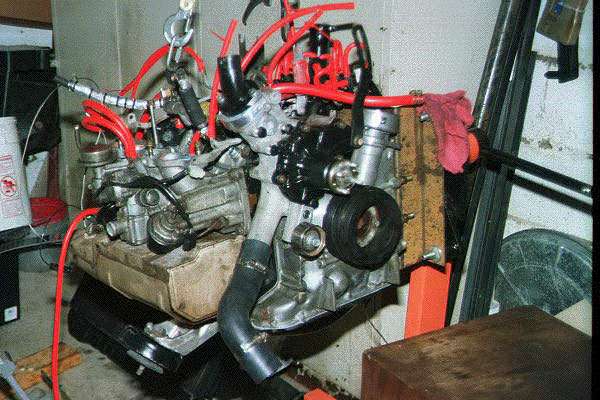
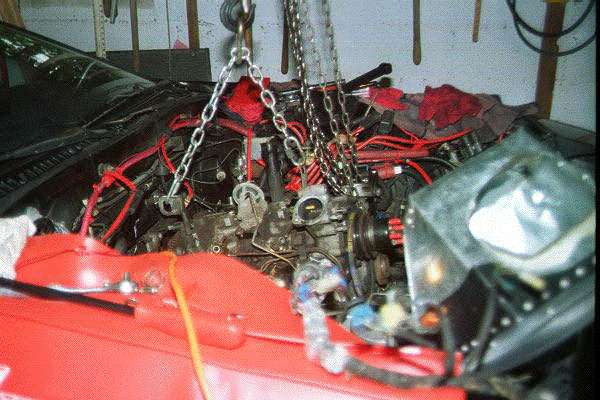 | Removing the engine with the overhead chain hoist looked like a good idea - and it DID work okay - but it is a BAD idea for putting the engine BACK IN. The next engine swap will be done with a cherry picker so that lateral and fore / aft adjustments can be made more easily. Without a cherry picker it took about half an hour coming out and four hours going back in. With a cherry picker I estimate less than a quarter of that time would be needed. |
|
Notes:
| |
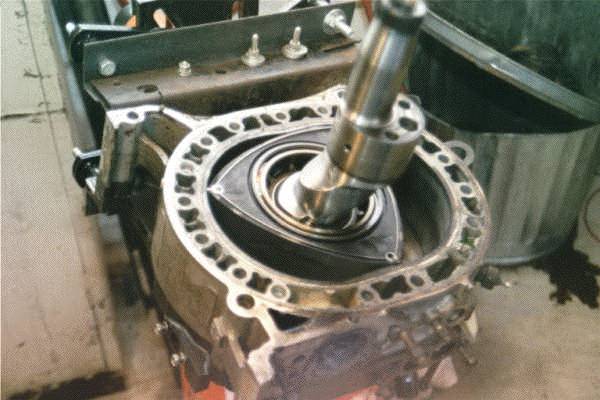 | In order to rotate the engine while it is attached to an engine stand you will have to fabricate an adapter. A 15" x 12" piece of 3/16" steel plate with four 90 degree bends will do fine. Drill the adapter to bolt to the front housing (not front cover) A/C bracket holes. Taking the 13B apart is really very straight forward, sort of like unstacking a loaf a bread. In this pic the rear housing has been removed after taking out the tension bolts (IN ORDER), the rear rotor was then lifted up off of the eccentric shaft and then the rear rotor housing and intermediate housings were raised off the shaft as well - leaving what you see. It is useful to carefully note locations from which you take various seals and springs even if you are planning to replace everything small (which is recommended) - as it is an educational experience to relate worn areas of one part to offending opposing part. |
|
Notes:
| |
 | Perhaps the most important steps in rebuilding is cleaning and spec'ing parts. A parts washer is invaluble. Castrol Super Clean is excellent (caustic). Rotors and housings get multiple scrubs in the mineral bath with brass brushes. Take care to remove ALL old seal and gasket material from every part. Yes, this is tedious, frustrating and aggravating - yet necessary. For a good rebuild the washed parts should look almost new. Once completely clean one can get meaningful measurements to determine re-usability of subcomponents. |
|
Notes:
| |
 | Properly cleaned housings show no residue in the inner or outer water seal grooves and generally look nearly new. |
|
Notes:
| |
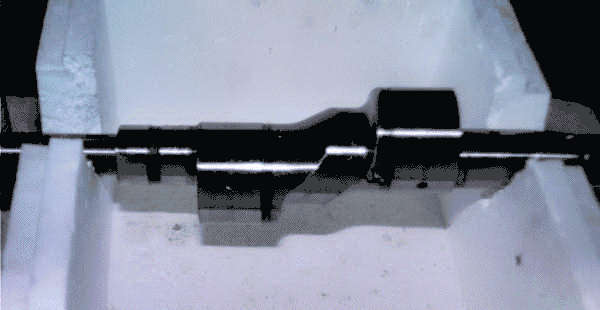
| You will need to fabricate a stand for the eccentric shaft so that measurements and mods may be performed. A heavy polystyrene box works okay but take care to keep poly bits out of the oil holes |
|
Notes:
| |
 | It is a fact that engine oil carries away about 40% of the 13B's generated heat so greater oil flow is probably not a bad thing. These are 2 mm. Weber jets that have been modified to replace the ball and spring eccentric shaft oil valves. They have been JB Welded to the original carrier and will be reinserted in place of the ball valve. This engine also received an 80 lb. rear oil pressure regulator and a shimmed front regulator. The oil flow was further enhanced by swapping the NA oil pump for a TII one. | |||||||||||||||||||||||||||||||||||||||||
 | Since you'll probably put over a thousand dollars in parts into your rebuild it would be pretty silly to assemble without knowing whether the supporting assemblies will function to spec. Bite the bullet and buy or fabricate gauges to assure that your rebuild meets specs. |
|
Notes:
| |
 | If you are a litte daffy (like me) you can make your own gauges. This dial gauge is made from a large socket filled with lead and attached to a magnet on the base side and an old dial gauge on the other end. After spend hours and maybe $15 I found I could buy one from Travers for $25 - base, gauge and mount. | |||||||||||||||||||||||||||||||||||

| Trust me, not all assemblies that are destined to fail are as obviously trashed as this intermediate housing. A piece of apex seal was carried around and around digging a 1/8" deep groove in the face. It killed the housing but nicely shows the rotor's eccentric path. | |||||||||||||||||||||||||||||||||
 | If you are in a humid climate it is useful to bag and lable your parts as they are cleaned. This keeps them from corroding and gives you a fighting chance at finding the part when you want to reassemble. | |||||||||||||||||||||||||||||||
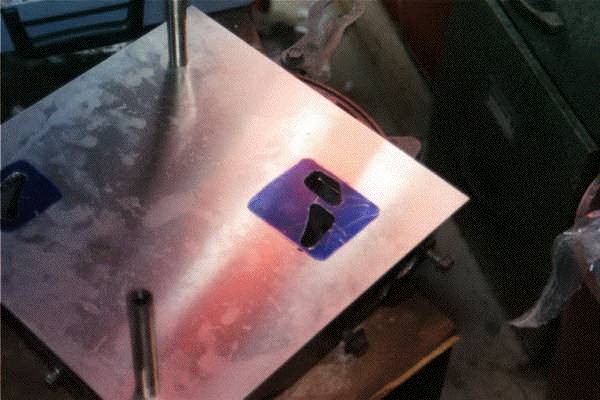
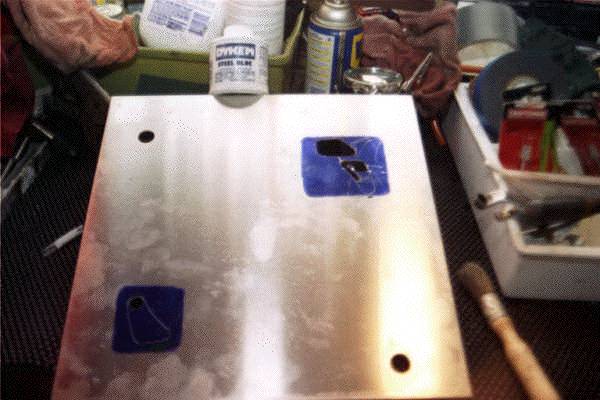 | This engine was to be ported to Mazdatrix 6-port specs. The M'trix template arrived as just an aluminum sheet painted with dychem and etched with the outlines of the proposed port shapes. |
|
Notes:
| |
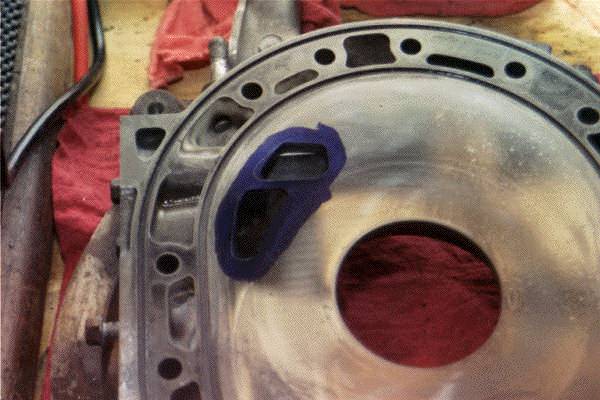
 | The template that you cut out (to the scribed shape) is placed over the dowels on the iron (which has had dychem painted around the existing port) and serves as a guide for etching the new port shape onto the housing. |
|
Notes:
| |
 | This is an etched iron prior to any grinding. | |||||||||||||||||||||
 | It takes about two and a half hours to reassemble the engine once all the parts meet spec for re-use or new ones have been acquired. It goes back together the opposite of how it came apart (sorry, bad joke). |
|
Notes:
| |
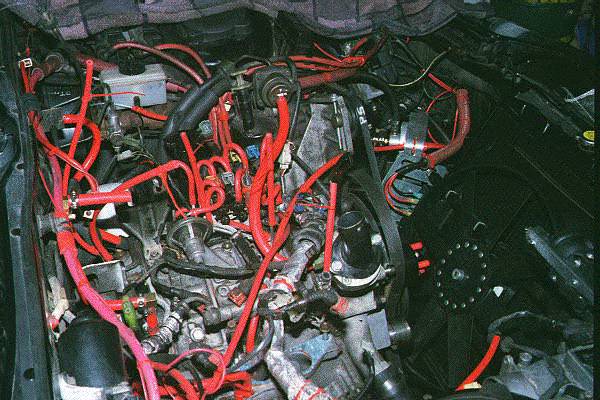
 | This engine is receiving a supercharger which needs a lot of elbow room so the engine wire harness needed to be routed out of the way under the secondary fuel rail. The cold-start injector was removed and JB Welded over. The fuel pressure regulator was removed as well (replaced with an adjustable one downstream - see "Fuel") | |||||||||||||||
 | Note the absence of the oil injector lines and pump. This engine will run premix exclusively. The old injectors were found to be inconsistant in their oil injection rates (if they injected at all). |
|
Notes:
| |
 | Once mated to the transmission it is only a matter of reattaching the wiring harness and intake. |
|
Notes:
| |
 | Actual start to finish of this rebuild was two months owing to slow delivery of some parts. This is plenty of time for parts that you removed earlier to get tarnished / corroded (another plug for baggies). |
|
Notes:
| |

| |
|---|---|